【Raise3D素材】かなりゴムっぽい!フィラメントのポリフレックス(PolyFlex)
ゴム系フィラメントのポリフレックスを出力
3Dプリンターの「Raise3D」で、色々な素材を出力して見るシリーズ。
色々な素材を出力しながら、素材の特徴や、出力のコツなどもご紹介します。
今回は、3Dプリンターで出力してみたい素材の上位に上がる「ゴム系の素材」を試してみます。
ゴム系素材のポリフレックスを出力する
出力するフィラメントは、「ポリフレックス(PolyFlex)」です。
ゴム系の素材は、繊維に近いものが多いですが、「ポリフレックス」はかなりゴムっぽいのが特徴です。
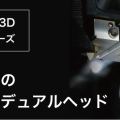
出力する3Dモデルは、先日Fusion360でモデリングしたボロノイ模様のiPhoneケースです。
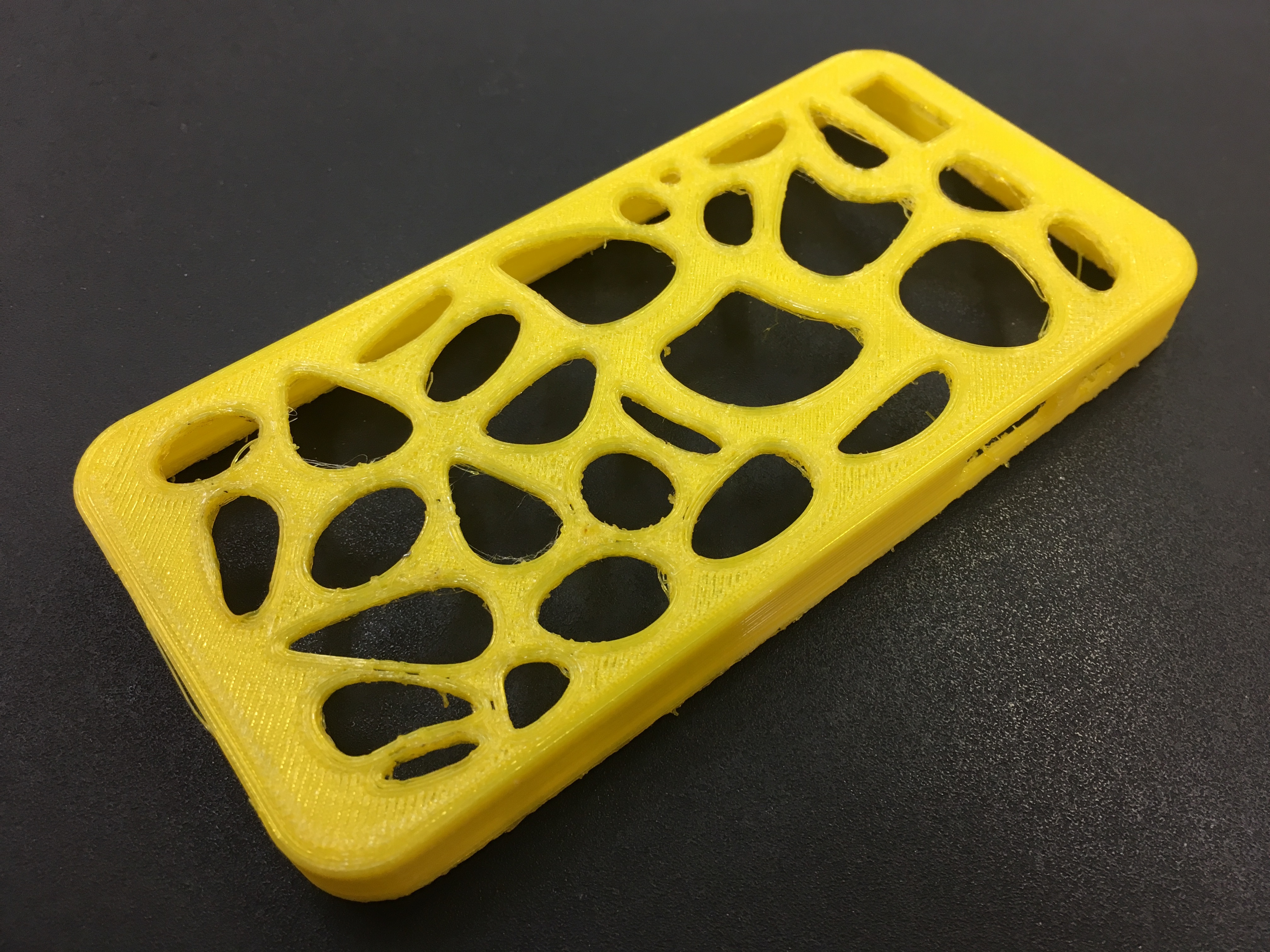
早速、プリントをしてみました。プリント時間は約五時間です。
ポリフレックスを積層していく
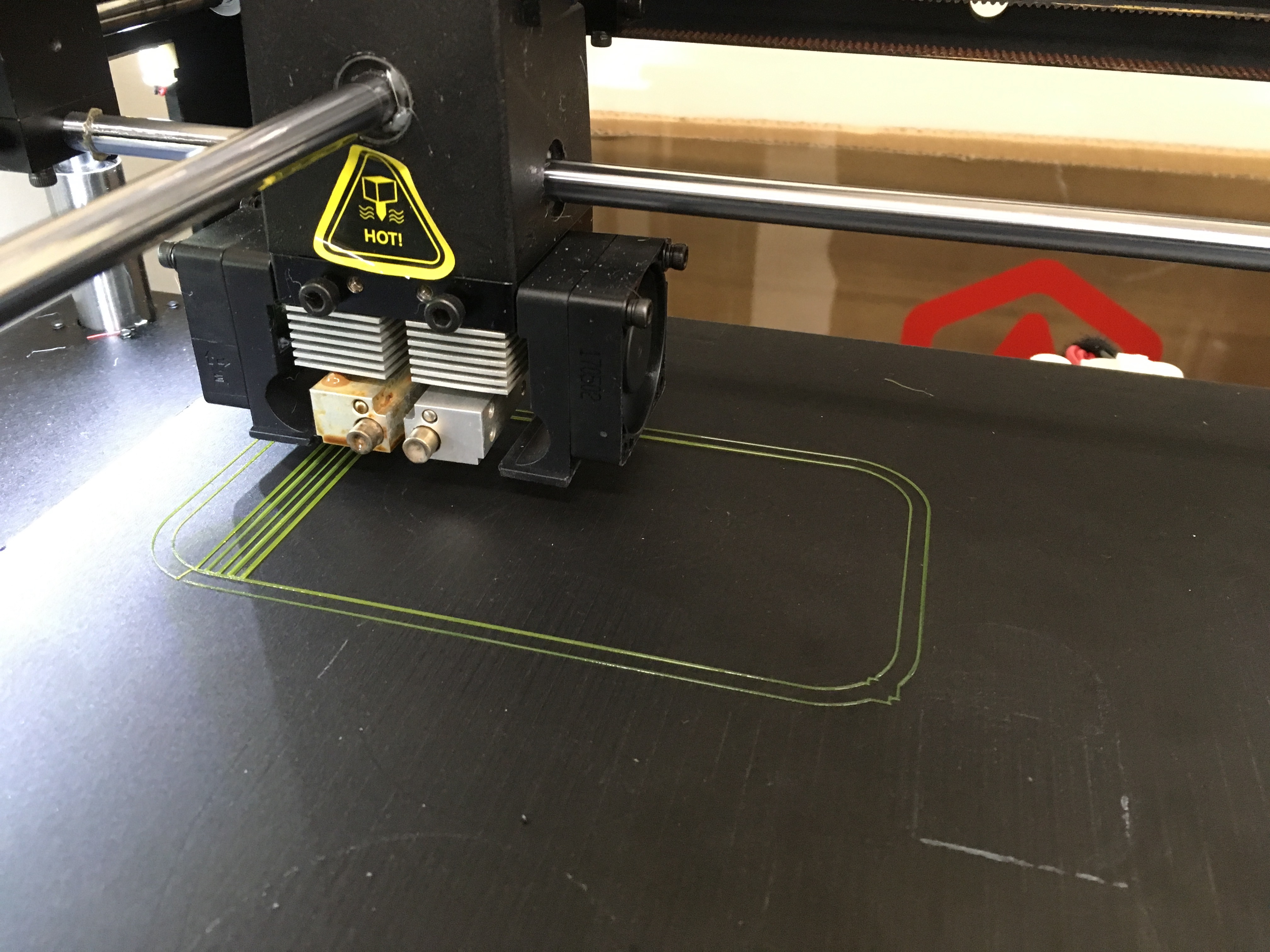
約五時間でプリント完了
iPhoneケースは、中空構造なのでこのようにサポート材が中に詰まります。
3Dプリンターによっては、同じ「ポリフレックス」を使ってもサポートが取れない場合や、
そもそも出力ができない場合があります。
Raise3Dでは、このサポート材が結構取れるのが良い部分です。
最初に、台座となるラフトを手で剥がします。これは割とすんなりはがれます。
次に、中身に詰まっているサポート材を、ビリビリと剥がして行きます。

まずは、土台のラフトを手ではがず

サポート材を徐々に剥がしていく
大きなサポート材は、だいたいこんな感じで取れます。
しかし、面倒なのは細かい糸みたいな部分です。
これは、はんだコテで焼き切るようにしていくと、結構早く綺麗になります。
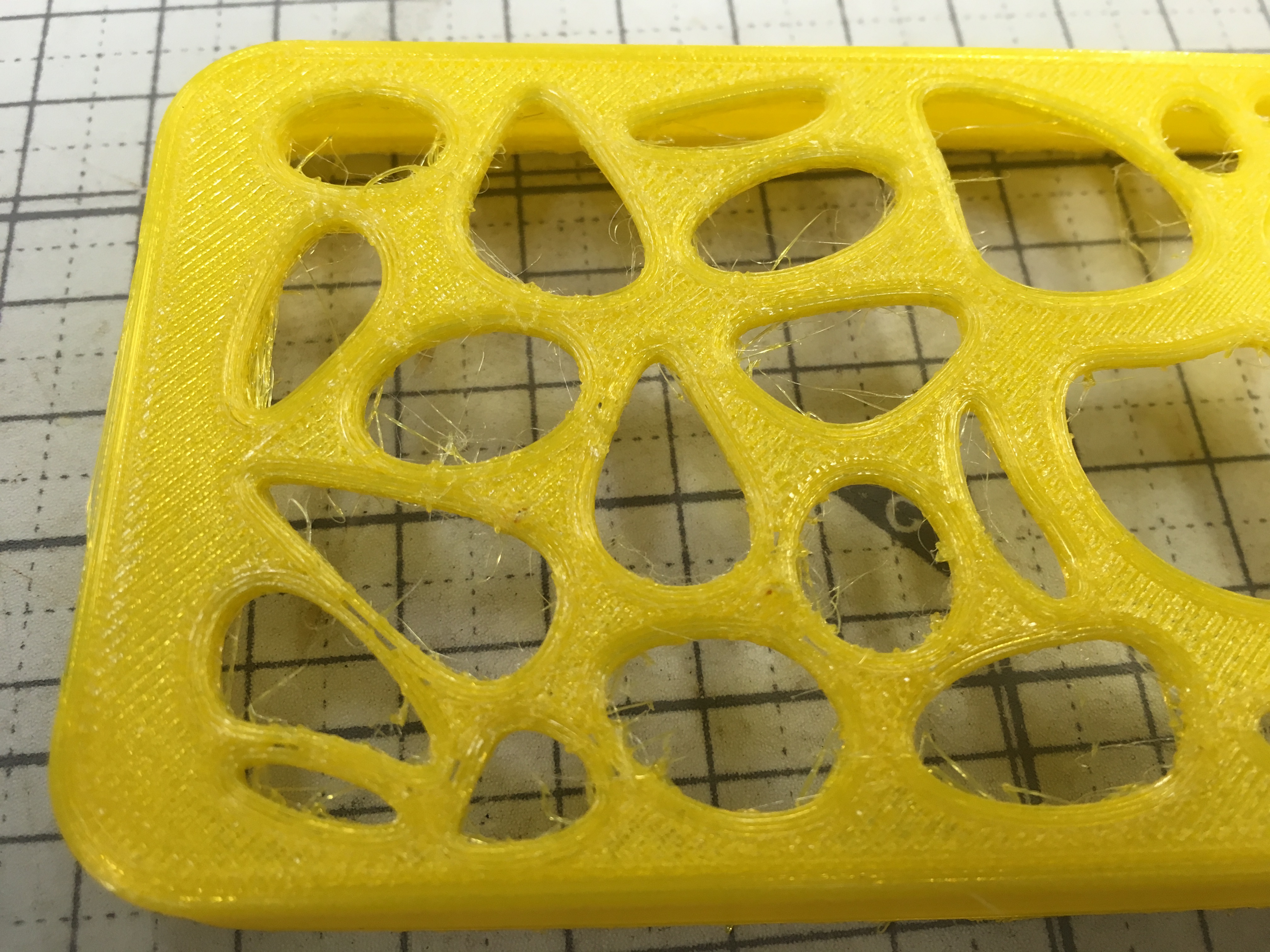
糸みたいな細かいバリが残る
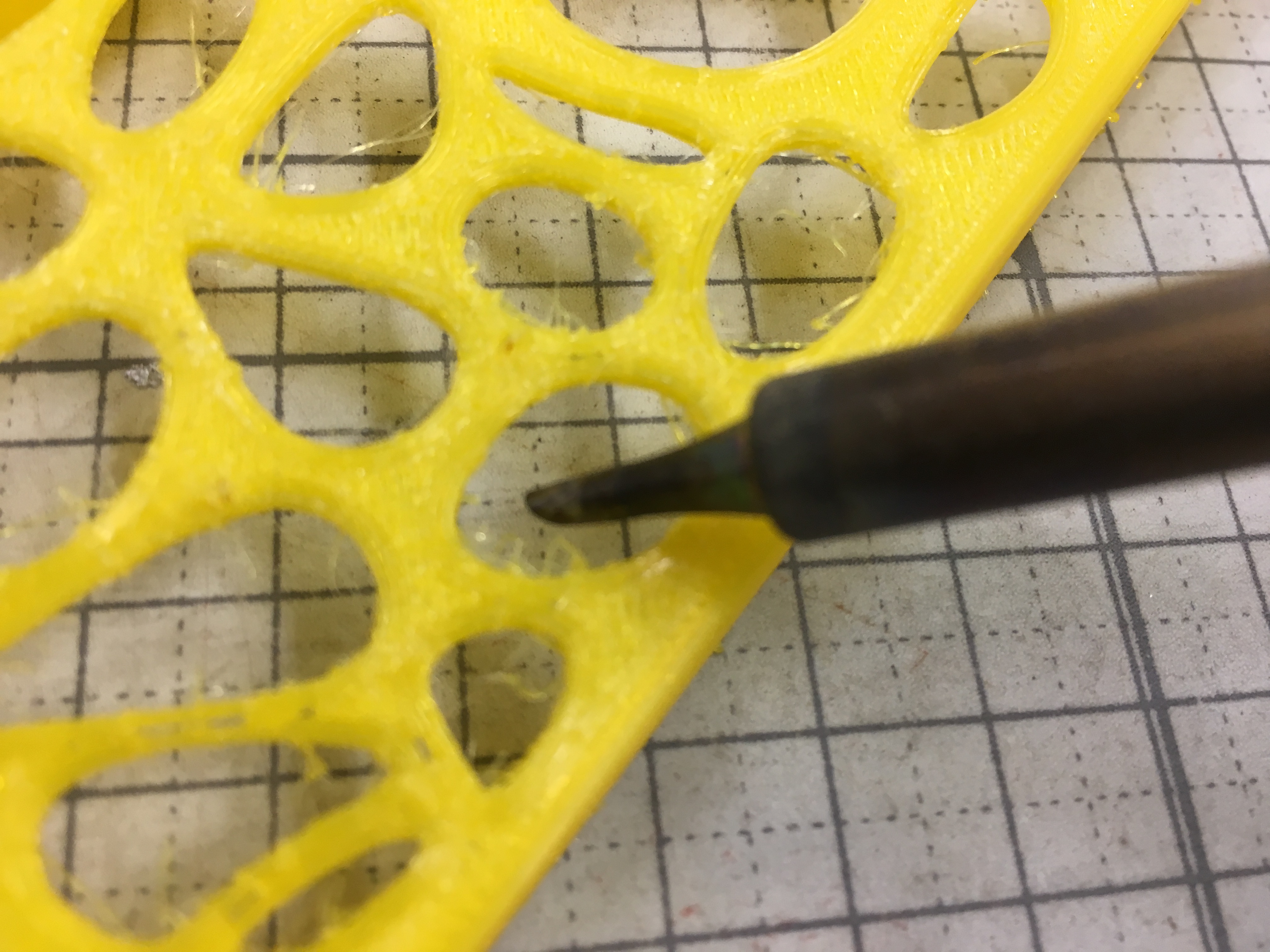
はんだコテで糸を処理する
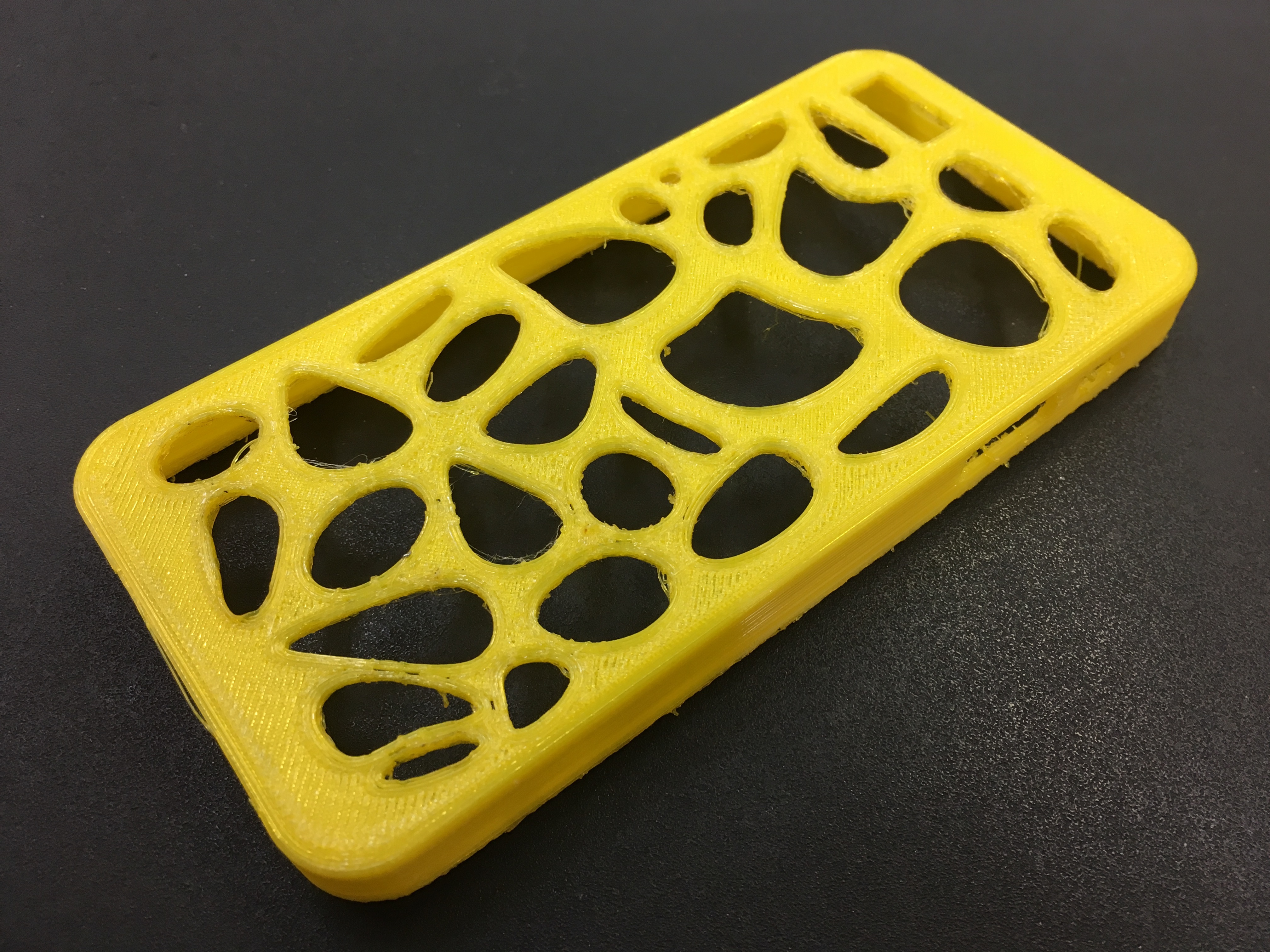
おもて面は結構綺麗になります
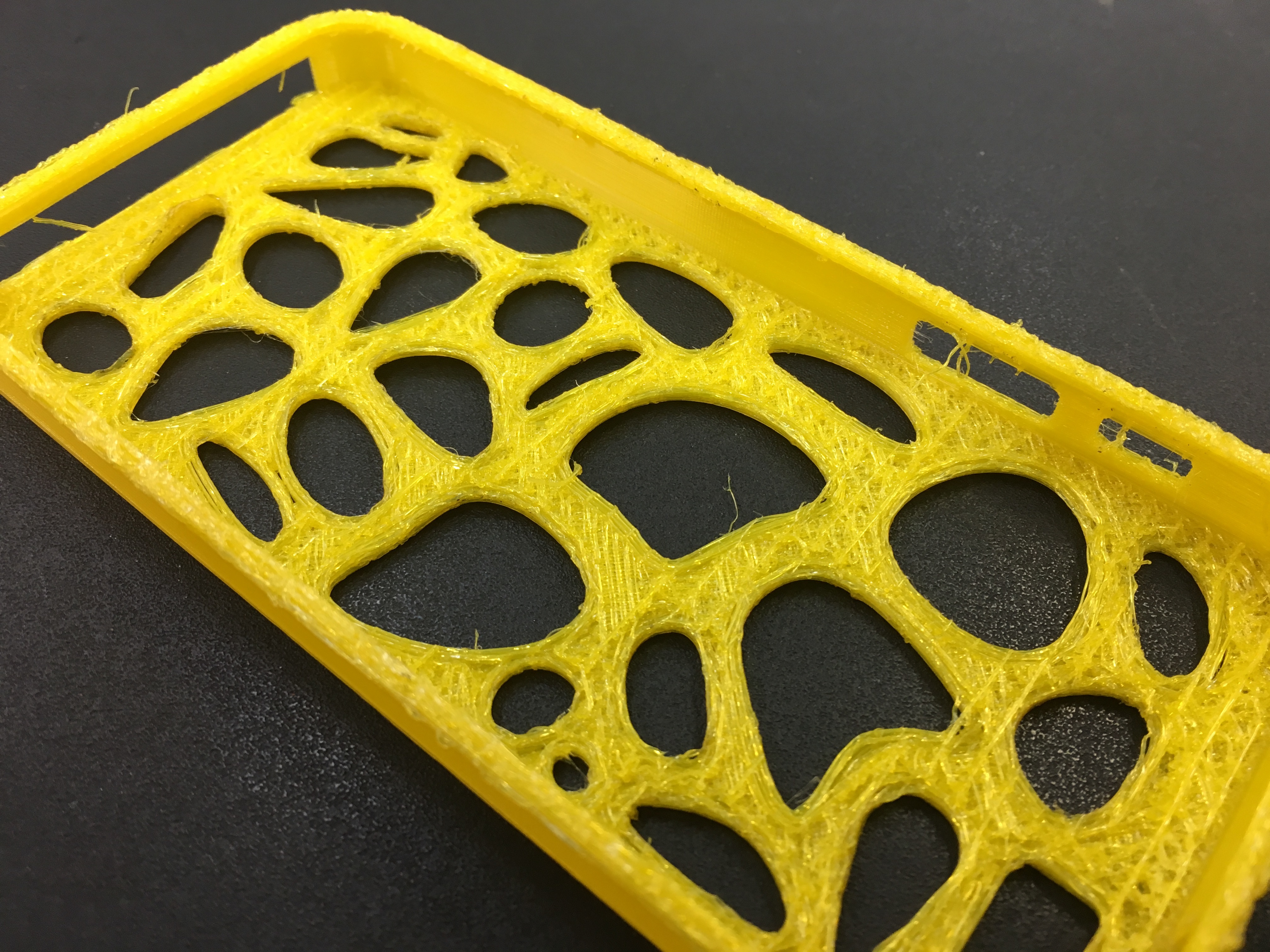
裏から見ると、サポート材を剥がした箇所はこんな感じです
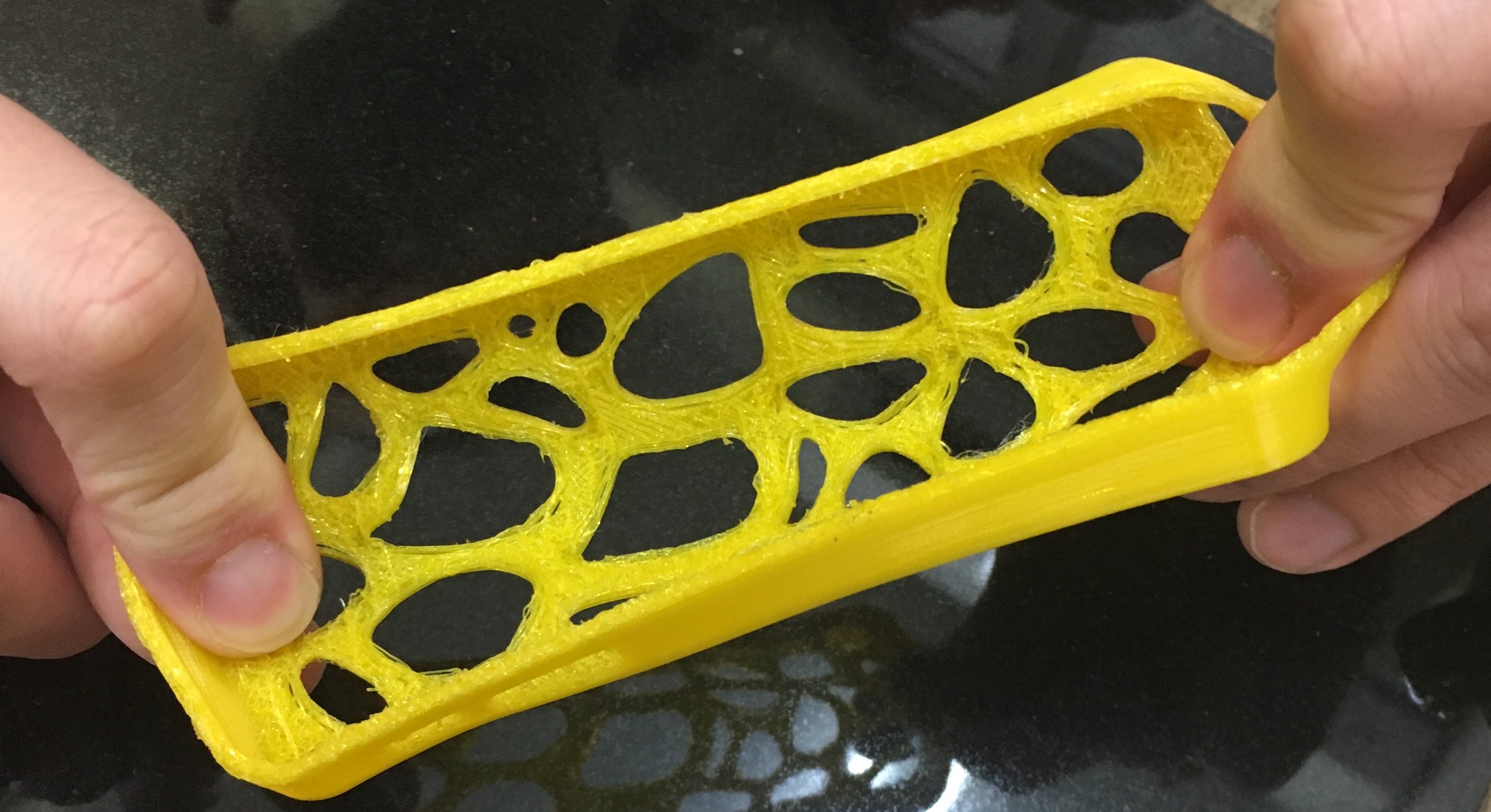
やはり、「ポリフレックス」で出力したものは
かなり柔軟性があり、本当のゴムのような感じです。
グニョグニョ曲げて見ると面白いですねー


最後に、iPhoneに装着するとなかなか良い感です。

iPhoneに装着してみた
Raise3Dで、ポリフレックスをプリントするコツをご紹介
ポリフレックス
【フィラメント】
Raise3Dで使えるゴムライクなフィラメント。かなりゴムっぽく柔軟性が高い素材です。
材料はTPUで、軟度は94Aになります。
【ハードウェアの調整】
エクストルーダーとリールの隙間
ポリフレックスは、プリンターで押し出しす時に詰まりやすくなります。
しかし、Raise3Dは、エクストルーダーの位置を物理的に調整することが可能です。
エクストルダーの歯車の間とリールの隙間を調整すると、素材の送りがスムーズになります。
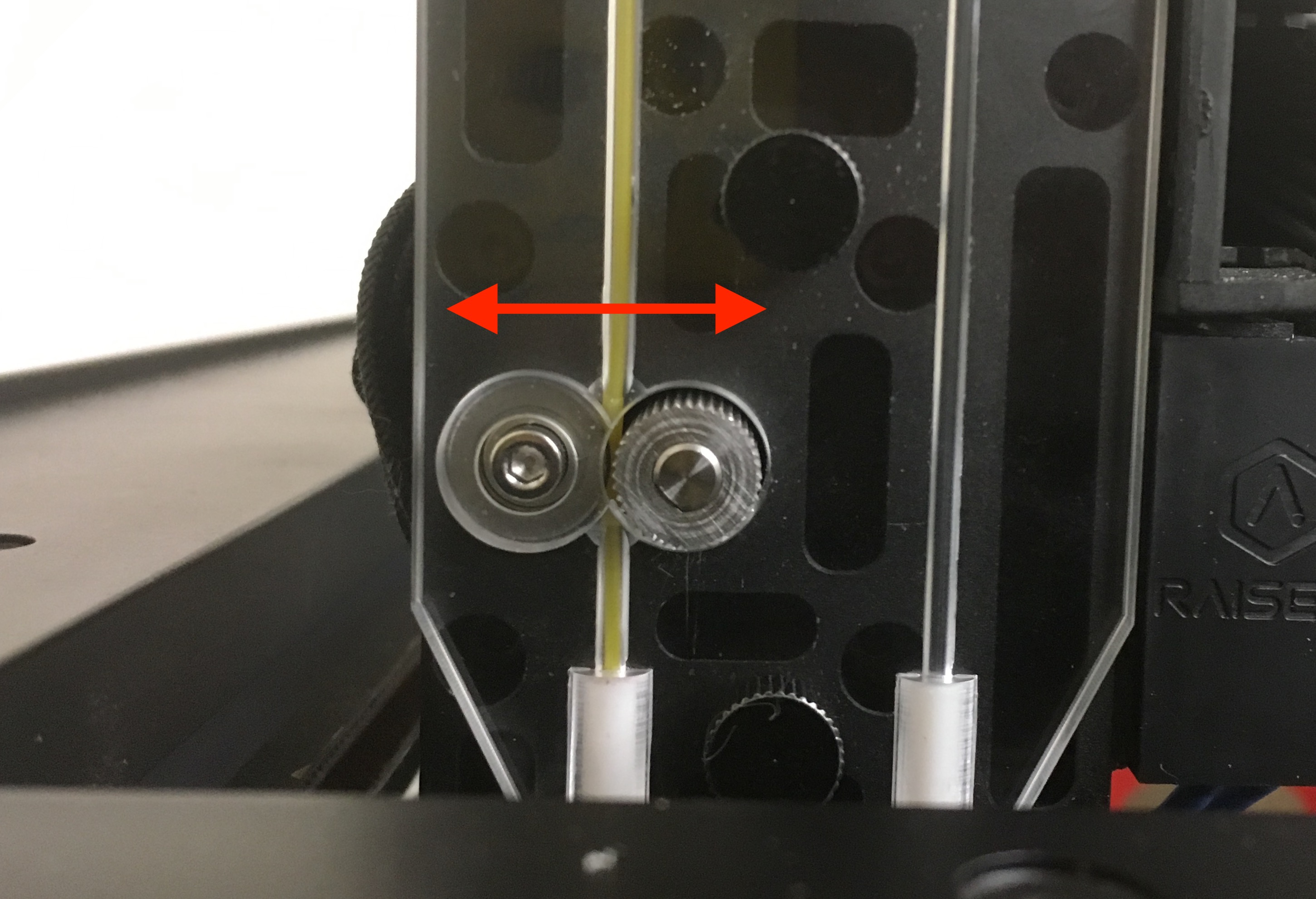
歯車とリールの間を調整する
出力スピード
Raise3D側で出力スピードを70%にします。
【ソフトウェアの調整】
Raise3Dのソフトウェア「ideaMaker」 では、「ポリフレックス」用の設定があります。
これを少し調整すると出力が綺麗になり、サポートがはがれやすくなります。
- Cooling > Extruder:押し出し温度を240度にする
- Cooling > Bed Temperature:ベッドの温度を80度にする
- Raft > Serface Layer Speed:ラフトの印刷スピード。60 → 30mm/s に下げる
- Raft > Raft Gap from Model :ラフトの最終面とモデルの間の隙間。0.15→0.20mmに変更
- Support > Support Flowrate:サポート材生成時の材料の量。100から90%に下げる
「Raise3D」と「ポリフレックス」の組み合わせでは、ゴム系の素材の弱点である「サポート材が取れない」現象をかなり克服できることもわかりました。
ゴム系素材は色々なことに使えるので、施策の幅が広がりますよ。